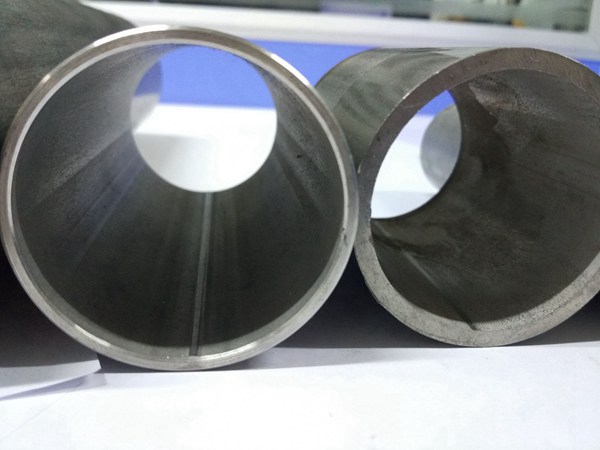
304不锈钢工业焊管
304不锈钢工业焊管制造时,在钢管外径和壁厚、长度、弯曲度、端头外形、椭圆度和壁厚不均、交货重量等方面需经过相应的检查,保证按需方要求生产出合格钢管。石油裂化用304不锈钢工业焊管规定:钢管尺寸应用卡尺或千分尺逐根进行测量。一旦304不锈钢工业焊管安装到装置上或经过数年的使用,这些的检查一般少有进行。因此,在供货过程中,必须做好对尺寸和外形的质量控制,必要时也可对已供货产品进行复验,使钢管在投用前就保证合格。
304不锈钢工业焊管的缺陷有多种形式,如裂纹、折叠、重皮、结疤、发纹、砂眼、夹杂、夹层、缩孔、针孔等。即使304不锈钢工业焊管产品标准大都不允许以上缺陷存在,但上述缺陷却经常可以发现,产品投用前和在线时在应进行必要的检验。
在线检验时,应注重对304不锈钢工业焊管表面腐蚀的检查。许多管道年久失修,腐蚀严重,降低了结构强度,成为压力管道事故的主要隐患。例如,某液化气站一条液化石油气管线由于外保温层开裂、脱落,在保温层和管壁之间形成缝隙和空间,长期存有湿气、雨水和露水,形成腐蚀介质,造成外表面不同程度的腐蚀,从而引起管线爆裂事故[1]。钢管的腐蚀常以密集麻点、局部凹坑、壁厚明显不均等形式出现,检查时应以注意。在线检验时,还应注意钢管是有否异常变形,如直径增大、局部鼓胀、过度的挠曲或下沉等,有明显的形状改变往往是因超压所致,是韧性破坏的主要特征。
宏观检验可借助于放大镜等工具,发现缺陷和可疑部位后进行应仔细观察,必要时借助于测厚仪、磁粉检测、渗透检测、超声波检测、材料检验进一步确认其性质和程度,从而采取相应的处理措施。对妨碍检测的表面附着物,如氧化皮、铁锈、污垢、油渍等进行及时处理后,可有效提高缺陷的检出率。
不同用途304不锈钢工业焊管的产品标准都对壁厚的允许偏差有明确的规定。石油裂化用304不锈钢工业焊管∀规定公称壁厚小于或等于20mm的热轧管,其允许偏差为5%。
当304不锈钢工业焊管某些部位壁厚偏差已满足不了允许的负偏差时,则成为结构强度薄弱处。长期处于高温、高压状态下的管道,当有引起管子爆裂的外部条件时,如超压时,管子会在这些强度薄弱处爆裂,引起事故。例如,某化工厂曾因一条管道壁厚减薄未及时更换发生破裂引起火灾,烧坏两台关键塔设备,造成装置停产半年的恶性事故。
304不锈钢工业焊管的以下部位应重点进行壁厚测定:(1)表面缺陷处理过的部位;(2)外壁腐蚀或损伤部位;(3)内壁存在严重沟槽部位;(4)内壁腐蚀或介质冲刷严重的部位;(5)介质流速变化大或流动复杂的部位;(6)容易存积凝液的部位。定点测厚很有必要,因管道腐蚀速率往往因环境恶化而加剧,不同时期在同一部位测厚可有效监控壁厚减薄情况。
一旦发现有壁厚减薄,应增加测厚点,找出减薄范围和最小壁厚点。当实际壁厚小于壁厚所允许的最小值时,使用单位应及时采取相应的措施。